Our Quality Control Laboratory is the backbone of our manufacturing product. Designed to meet stringent international standards, our state-of-the-art laboratory ensures that every batch meets the highest levels of purity, safety, and regulatory compliance. Our operations are supported by internationally recognized certifications including FSSC 22000, Halal, Kosher, OHS, EMS, and GMP, reinforcing our commitment to quality, food safety, environmental responsibility, and occupational health standards.
Equipped with advanced analytical instruments, our laboratory performs comprehensive testing of materials, in-process samples, and finished products. Our capabilities include:
- Gas Chromatography (GC) with Headspace & ALS Sampler for impurity profiling and residual solvent analysis
- Karl Fischer Titration for precise moisture determination
- UV/Visible Spectrophotometry for color and absorbance analysis
- Refractive Index Measurement for purity verification
- Bomb Calorimeter for calorific values
- Viscometer for viscosity measurement
- Muffle Furnace for ash content determination
- Moisture Analyzers for loss on drying/moisture determination
- pH, Conductivity, and Dissolved Oxygen Meters for critical quality parameter monitoring
- X-Rite eXact 2 for accurate color measurement and consistency control
- Krebs Viscometer for viscosity measurement of inks, paints, and coatings
- Tri Gloss Meter for surface gloss evaluation at multiple angles
- Zahn Cup for quick viscosity checking in production processes
- DIN Cup for precise viscosity measurement under laboratory conditions
Our experienced and highly educated analytical team follows validated testing methods and strict quality protocols to ensure consistency, traceability, and full compliance with food, pharmaceutical, and printing ink industry specifications.
From crude glycerin to refined distilled glycerin, our laboratory provides continuous quality assurance at every stage of production — delivering products that meet the expectations of global food, pharmaceutical, personal care, and specialty chemicals industries.
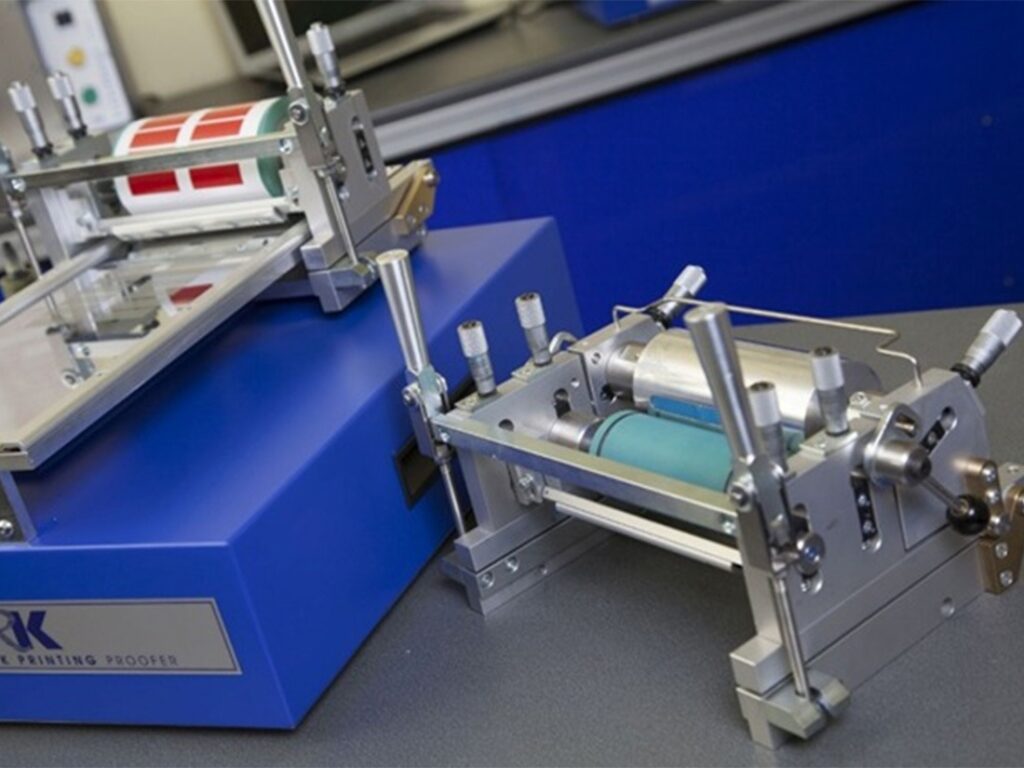
In addition, our Printing Ink Laboratory is equipped to perform advanced color accuracy, viscosity, gloss, and print quality evaluations to ensure reliable product performance and consistent quality standards for packaging and printing applications.
Transparency & Verified Quality
To ensure complete transparency, every batch of our manufacturing products from our facility is accompanied by a detailed Certificate of Analysis (COA), highlighting key quality parameters such as purity, moisture, ash, color, contaminant levels and other quality parameters. This allows our customers to verify quality before use, giving them full confidence that the product meets both regulatory and industry-specific standards. Our commitment to transparency ensures that clients can trust our products for even the most demanding food, pharmaceutical, cosmetic, paint and printing applications.
Reliability & Continuous Process Enhancement
Our laboratory not only tests products but also continuously monitors and improves production processes to maintain consistent quality. With a robust system of sample retention, traceability, and periodic third-party audits, we ensure that every shipment is reliable and fully compliant. This proactive approach demonstrates our dedication to long-term partnerships and guarantees that our clients worldwide can rely on us for safe, high-quality products